
Continuing with punch die knockouts, let’s cover techniques to keep a knockout in place.
In the case of a large product, as shown in Fig. 1, several tapped holes made inside the knockout, and the knockout is held by screwing suspension bolts (stripper bolts) into these tapped holes. If this method is used, the design of the die becomes considerably easy. Even the preparation of the die becomes easy because there is no turning upside down of the die. For the purpose of preventing breakage of the suspension bolts, it is necessary to use the thickest screws possible and to retighten the bolts frequently.

In the case of a round shape or a simple shape, a flange is provided at a part of or all around the knockout and the knockout is prevented from falling down by this flange (see Fig. 2).

Since a knockout is usually hardened, even the flange part becomes hardened. Since this makes it brittle, if the flange portion is thin, it can easily break due to repeated movements, and hence care should be taken to design the flange to be somewhat thick, and to suppress the hardening to about 56HRC.
If the shape of the knockout becomes complex, the body of the knockout and the flange portion are prepared separately and are used by combining them together. The combining is done using screws if there is enough space for tapping threads. In the case of small shapes, the combining is done by passing a pin through them, and then crimping both ends of the pin.
In this method, the body portion is hardened, and the flange portion is used without hardening thereby taking measures against breaking. If the flange portion is thin, care should be taken because the plate of the flange gets warped with use.
In the method of using a flange, since the strength of the die is affected if the flange is made too big, the size should be designed considering the balance with the size of the product so that there is no excessiveness.
A compound punched product is in the state in which it has been pushed inside the die and is pushed up by the knockout but is staying inside the die due to friction with the die.
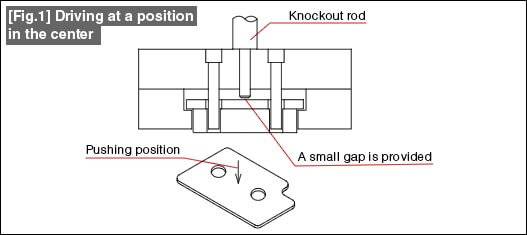
In the shape shown in Fig. 1, since there is a gap at the center of the knockout, it is possible to press the knockout directly with the knockout rod. If it is possible to adopt this method, it is possible to simplify the die structure.
If the knockout rod is stepped and is pushed too abnormally, the knockout is prevented from being affected because the step in the knockout rod receives that abnormal push. In addition, even when there is no abnormality, a slight gap is provided between the knockout and the tip of the knockout rod so that the knockout is not pushed more than necessary. The size of this gap is less than the length by which the knockout comes out of the die surface.
The precaution in this method of pushing at the center is that even the positions of the holes in the product should be balanced. A lopsided placement of holes wherein the holes are more in some parts is not good because then a force will always act to make the knockout get tilted. In such shapes, it is necessary to adopt the method shown below.
Fig. 2(a) shows the most commonly used structure for driving a knockout. Several knockout pins are provided considering the balance between the shape of the product and the placement of holes so as to push down the product in a balanced manner. Even in the method of supporting the knockout by suspension bolts, the placement of the suspension bolts is also made as per the above description.
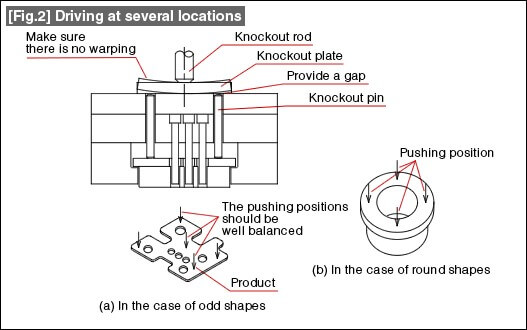 Even in this case, the knockout pin is made slightly short thereby ensuring that the knockout is not pushed too much. The knockouts will be placed in a circular fashion when forming round shapes such as washers, etc, and three or four pins are positioned as shown in Fig. 2(b).
Even in this case, the knockout pin is made slightly short thereby ensuring that the knockout is not pushed too much. The knockouts will be placed in a circular fashion when forming round shapes such as washers, etc, and three or four pins are positioned as shown in Fig. 2(b).
The knockout pin transfers the force of the knockout rod via the knockout plate. The knockout plate can get warped if it is too thin. It goes without saying that the lengths of all knockout pins are the same.
To review part 1 of 2 of Knockout punch dies, click here.