Progressive stamping for Elevated Temperature Environments
Progressive stamping is a very efficient, high volume manufacturing process that is able to create complicated parts a single feature at a time from sheet metal by a varied combination of bending, punching, and/or coining operations undertaken progressively via a large reciprocating hydraulic press operation and a cleverly designed upper and lower tooling die as the sheet is fed rapidly through the machinery.
Sometimes this process is denoted simply as progressive die stamping, referring to fact that the top and bottom tooling dies contain unique geometric features for each of the sequential stamping operations; from these features, one can plainly observe the design of the part as it progresses from first operation to last. In this way, each part of the die possesses the geometric features necessary to create a feature (or features) on the sheet material in a single stamping cycle of the press.
These features then built upon each other as the sheet progresses through the die, eventually yielding the final part geometry. The progressive stamping operation typically requires a rather large monetary investment in capital equipment and is therefore only employed for very high volume production processes.
“Hot” progressive die stamping is the industry term that refers to an elevated temperature version of progressive die stamping where the sheet metal feed stock is heated to very high temperature before entering the stamping dies. The temperatures involved in this are not trivial, as metallic parts usually are heated above the first transition temperature of the metal. For example, in typical sheet steel, this would be austenitic phase region.
Forming or drawing metal under elevated temperatures is a process that is common in metal working processes, so that upon quenching the metal back to ambient temperature, the grain microstructure of the metal is refined to achieve more desirable mechanical material properties.
After the progressive stamping operation is complete and the parts emerge out of the end of the progressive press, the parts are quenched back to room temperature to complete the heat treatment portion of the operation.
Alignment Features
With a grasp of the mechanics behind the progressive die stamping process, the next step is to gain some perspective on some of the critical features of the tooling dies that in order to construct a manufacturing process that creates quality parts every time. One of the most critical objects that must be maintained is the alignment of the part within the die after each stamping operations so that the progressive nature of the operation can function the way it should.
If the sheet shifts even a fraction of an inch from one stamping/forming operation to the next, the parts will be malformed and inaccurate, with the inaccuracies progressing and worsening as the operations progress. The hot stamping process also adds another twist to alignment challenges because the metallic sheet thermally expands in the elevated temperature environment.
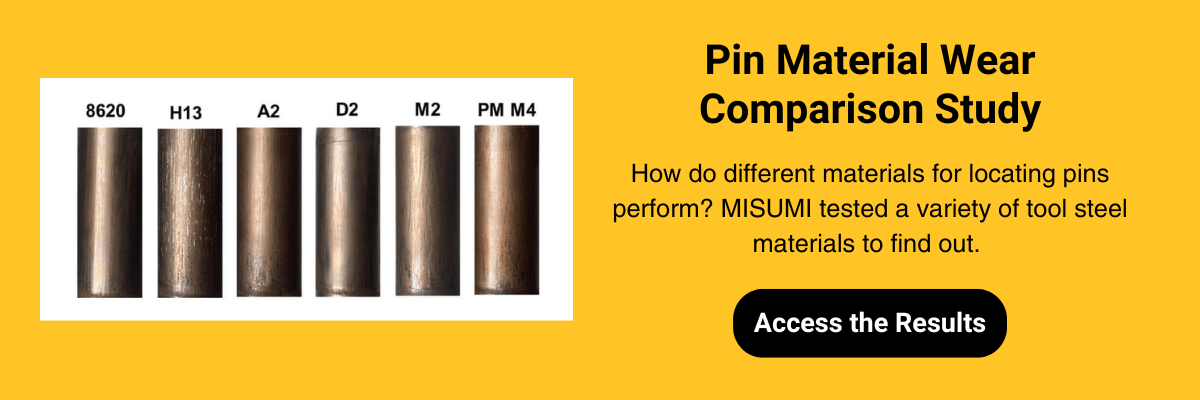
Because of this, alignment features are absolutely essential to creating a robust stamping process and restrainting the sheet metal feed stock in the same position every time. One of the simplest, most commonly employed feature to accomplish this, is the locating pin.
These locating pins are specified for a particular application and are affixed to the die tooling in order to ensure that parts are perfectly positioned and restrained for each stamping, cutting, and forming operation to be performed over the sheet metal blanks. This task is most routinely accomplished by locating pins in both sides of the stamping die.
Locating Pins: Design and Function within the Hot Stamping Process

Locating pins are not use as “stops” in the die for to create boundaries for the sheet metal. Functionally. the locating pins are firmly affixed to the dies at strategic locations via fastener(s) through the underside of the locating pin. A subtle, yet important distinction between locating pins employed in progressive die stamping and alignment pins employed in other manufacturing operations should be noted here.
A pin/hole combination is a simple method in manufacturing to line up or position two parts for an operation, but this is not how locating pins in progressive die stamping operations are used. Because of the nature of the stamping operation, no pins go through the holes, rather the locating pins are simply used as type of stop boundary features.
Probably the first area where locating pins are used in hot stamping processes is right in the beginning when the sheet first enters the die. This region is called the “first hit line” and represents the area where, quite literally, the first hit on the metal blank from the press occurs. This first step where the sheet metal is introduced into the die is the most critical part of the stamping operation because misalignments that occur here can be the most damaging to the die components and can result in part deformities as well.
For this reason, ensuring that the first hit line location correct is a crucial part of die setup and locating pins are frequently employed in this step. Locating pins can also be employed as a support for the sheet metal by positioning the pins underneath the feed sheet in the die.
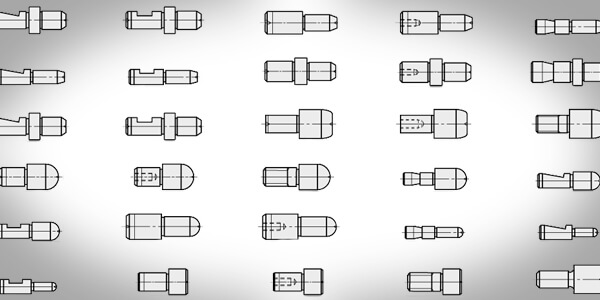
Locating pins come in many different shapes, sizes, and configurations, with some specifically suited for die, jig and fixture applications for hot progressive die stamping. The use for locating pins in hot stamping are far more numerous than what was quickly surveyed here, and the reader is encouraged to survey the available geometries in order to find one that perfectly fits a particular application.
Visit our website for more information on NAAMS locating pins and other locating pin styles!