
Fitting expert and MISUMI partner, Brennan shares a snippet of their white paper on The Advantages of Forged Fittings.
The Best Methods for Manufacturing Steel Fittings
Forged fittings are far superior to other processes for most applications. The forging process provides consistency in the structure and composition of the materials. Likewise, the metallurgical recrystallization results in grain refinement, which strengthens steel products, particularly for impact.
Forged steel is stronger and more reliable than brazing, casting, and plate steel because the grain structure of the steel is altered, conforming to the shape of the part.
Some of the leading advantages of forged fittings include:
- Tight grain structure makes them mechanically stronger than alternative methods
- Low cost due to less waste of excess flashing and ability to produce near-net shapes
- Exclusion of porosity, cavities, shrinkage, and cold pour issues
- Less need for expensive alloys to manufacture high strength components
- Greater wear resistance and longer service life of the fitting
- Does not require a special skilled operator to produce
- Wider variety of solid body shapes can be produced
- Superior ability to withstand impact over brazed or casted fittings
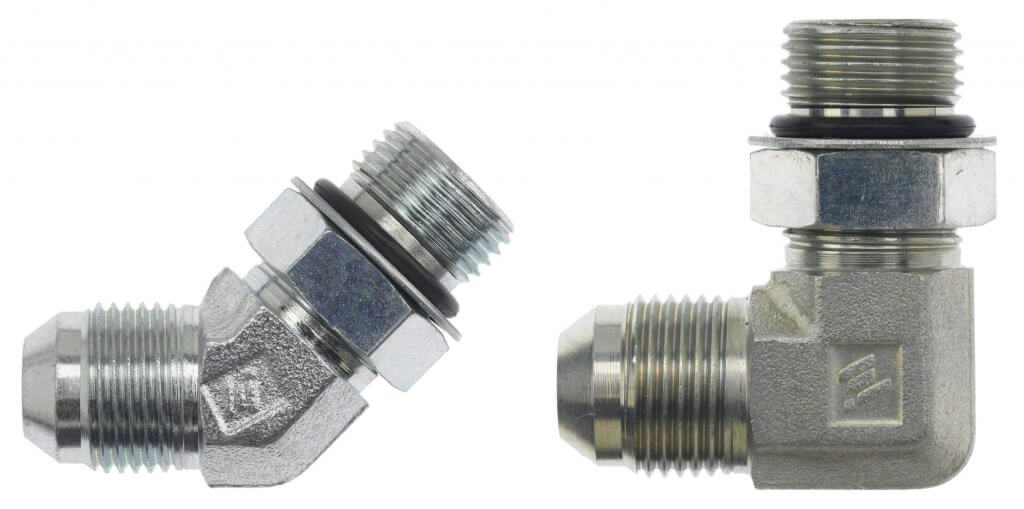
Forged Fittings
Forged fittings are made from one piece of metal, which allows them to be produced with less material providing a more compact design and smaller wrench flat. Most forged fittings are made using a hot forging process which heats the metal above its recrystallization temperature, providing for the annealing process, which develops new grains in the metal without phase change.
In other words, hot forging is a metal shaping process which takes a malleable metal part, such as a billet or other metal workpiece, and heats it up to about 75% of its melting temperature. It is then worked, or essentially molded, to a predetermined shape in a die.
Brazed Fittings
Brazed fittings are made from multiple, pre-machined components that are soldered together, resulting in a finished part. Though the brazing process can allow for fittings with some customization when combining multiple components, they are susceptible to fatigue at the joints. Most brazed fittings are made by furnace brazing, which can generate a large quantity of parts on a continuous belt in a controlled heat cycle and atmosphere. However, extra steps to facilitate the capillary action in the brazing process are necessary to ensure a close fit and secondary component parts are annealed during the process. In addition, provisions must be made in the design process for the location and fit of the brazed components.
To download the full white paper, visit their page here. Also, be sure to check out MISUMI’s selection of Brennan fittings at this link.